ODM Service
JWHEEL custom alloy wheels supplier specializing in the production of AL-Alloy wheels for 20 years.
Language
JWHEEL custom alloy wheels supplier specializing in the production of AL-Alloy wheels for 20 years.
Automotive aluminum wheel coating production line
1. Pre-treatment process of automotive aluminum alloy wheel coating production line
Pre-treatment process is the process of passivation film treatment for the treated aluminum alloy wheels in the coating process. According to the generation of passivation treatment film, it can maintain the wheel rim from environmental pollution such as soil and waste water in the car driving, prevent the leaching caused by the road environmental pollution touching the aluminum alloy wheel hub for a long time in the driving, and improve the service life of the aluminum alloy wheel hub of the car. When carrying out the processing technology of aluminum alloy wheel preparation treatment, the general self-injection type of machine and equipment is selected. By studying past information and practical applications, the author found that pretreatment of automotive aluminum wheels by spray-type equipment can ensure that aluminum alloy wheels can form a comprehensive passivation film more extensively than other pretreatment equipment.
2、Grinding process of automotive aluminum alloy wheel coating production line
At present, the commonly used automobile aluminum alloy wheel grinding equipment mainly includes angle grinder, surface grinder, air grinder, etc. When grinding automotive wheels, it is necessary to choose the appropriate grinding equipment for grinding according to the actual situation of the wheels. For the irregular shape of aluminum wheels and mechanical equipment with pipe grooves, the plane grinding machine can be used to solve the grinding plan, the corner grinding machine can be used to solve the parts with large pipe grooves, and the pneumatic head can be used as the processing equipment to solve the small pipe grooves. After carrying out sanding treatment, the waste produced is easy to make the operator injured, while the range required for sanding equipment is much wider.
Wearing the appropriate protective clothing, there are also companies that need to set up special grinders. Before grinding, the wheels must be thoroughly inspected, the exact location and degree of grinding must be determined, and an appropriate construction plan must be drawn up for grinding. After the grinding is finished, the secondary inspection and processing of the automotive aluminum wheels is needed to ensure the quality of the polished equipment, improve the aesthetic appearance and confirm that there are no grooves and protrusions before the painting process.
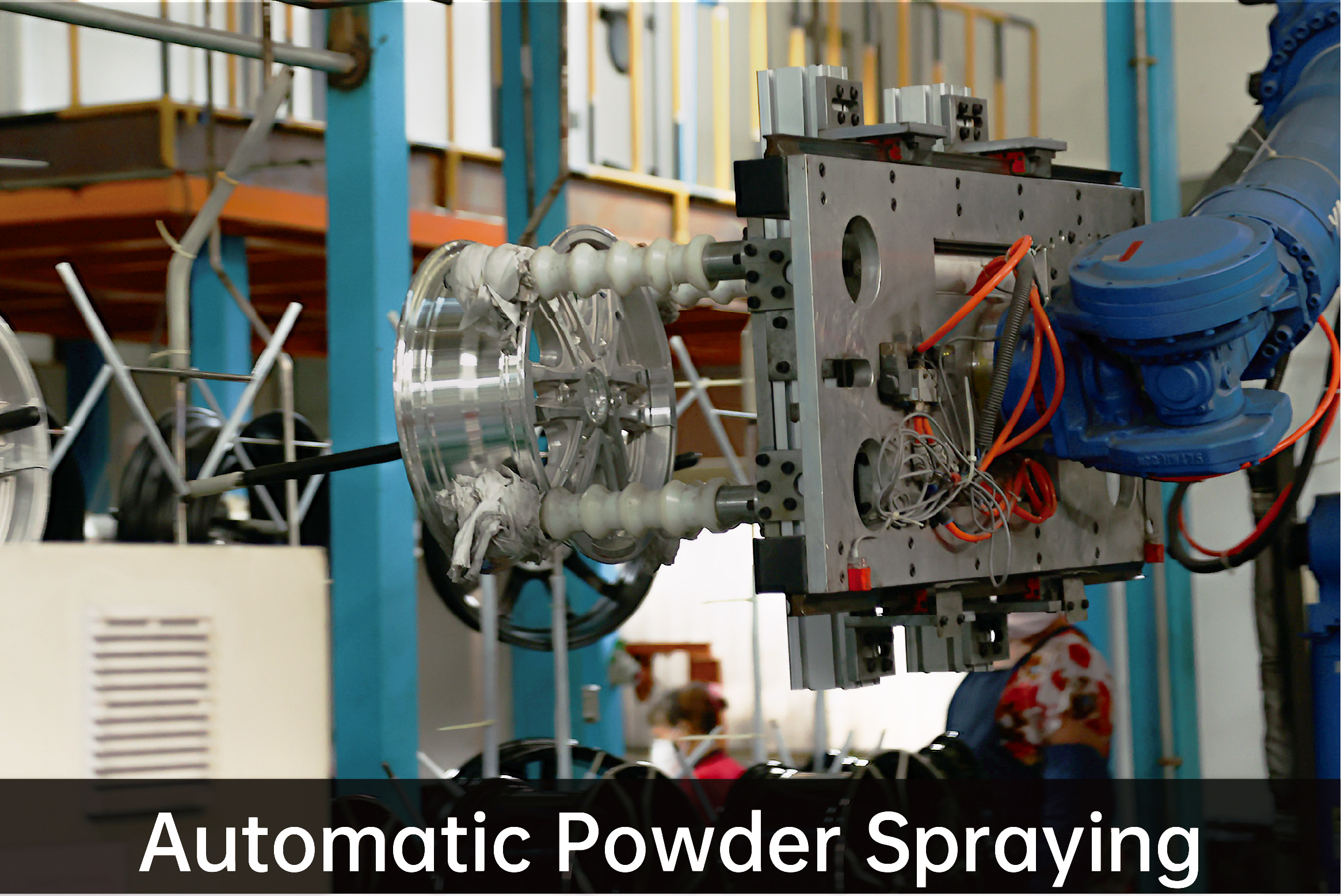
3、Powder spraying process of automotive aluminum alloy wheel coating line
After the pre-treatment and grinding process, it is necessary to carry out powder coating treatment on the automotive wheels. The initial formal process of the aluminum alloy wheel coating process is that, by carrying out powder coating operation on the automotive aluminum alloy wheels, it is possible to produce a flat cover by spraying paint to the finished grinding automotive wheels, and at the same time, the thickness of the spray powder is usually chosen to be 100μm when carrying out powder coating treatment, which can improve the wheel's It can improve the aesthetics and corrosion resistance of the wheels, effectively meet the current requirements of the wheels for driving, improve the life of the wheels, and realize the basic guarantee of the driver's life safety.
After the powder coating operation of aluminum alloy wheels, the powder coating can review the defects existing on the surface of the wheels and lay a solid foundation for the next coating technology. At present, auto parts manufacturers have realized the assembly line production of powder spraying technology. The specific production line includes thermal energy system, curing oven, chain conveyor, production waste recycling equipment, powder blasting workshop and powder blasting gun. Through the above automated sandblasting processing, can significantly reduce the investment in human resources when sandblasting operation, improve the safety of sandblasting processing.
4、Spraying process of automotive aluminum alloy wheel coating production line
Painting technology is the last process of the automotive aluminum wheel coating production line technology. By painting the automotive wheels, it can not only improve the aesthetic appearance of the car, but also further strengthen the anti-corrosion ability and anti-stoning ability of the automotive wheels. There are two kinds of paints and varnishes commonly used to carry out the coating treatment. The operating environment of aluminum wheels is not good, and when the painting process is carried out, three painting rooms are usually reserved in the wheel treatment line so that the automotive wheels can be adequately painted and treated.
Meanwhile, in order to improve the painting quality of the automotive aluminum wheels after painting treatment, acrylic painting is usually chosen to treat the automotive wheels. By treating the color paint as well as the varnish with acrylic baking paint, it can effectively eliminate the situation of color difference in the wheel painting. There are two main types of painting technology: manual painting and automatic painting. Manual painting requires a high level of operator skill. For manual painting operation, the operator should have sufficient painting experience to ensure that the surface of the aluminum alloy wheel is evenly painted and has a flat appearance after painting treatment.

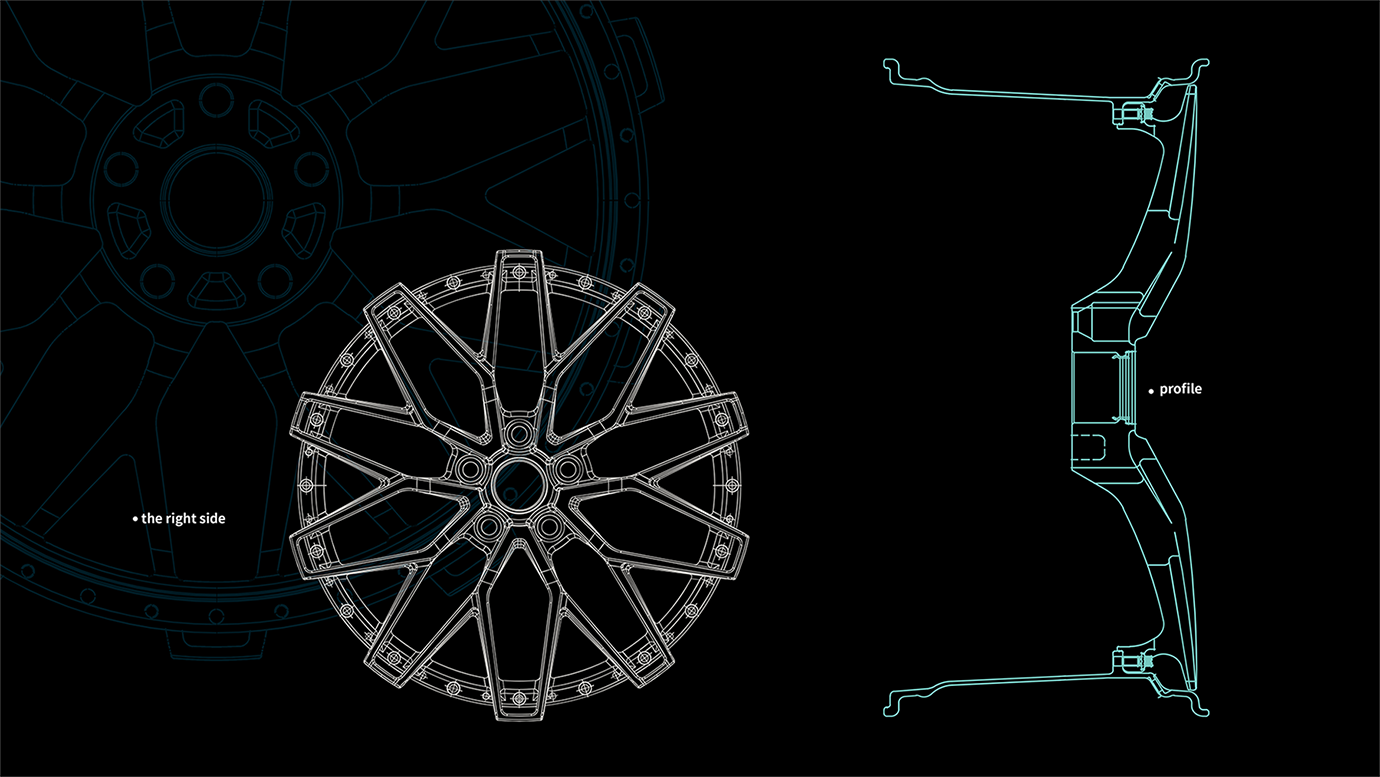
The ET value is the Off-set value, the deviation of the wheel mounting surface from the center line of the wheel rim. Off-set is defined as the distance between the rim's mounting surface and the center of the rim, with Positive Offset in the outward direction and Negative Offset in the inward direction of the rim.

PCD is the pitch center diameter, which is the diameter of the circumference of the CIRCLE centered on the wheel and surrounded by several screw holes, as well as the number of the holes
Spoke is a device to protect the wheel rim and spokes of the vehicle wheel, the diameter size of the cover plate is close to the diameter size of the wheel rim, the center of the cover plate has a hole larger than the wheel rotation axis, and there is a hole in the part of the cover plate near the edge, and the edge of the cover plate has a ring-shaped wheel plate, and the surface of the wheel plate can fit closely with the surface of the wheel rim
The rim, commonly known as the wheel rim, is the part of the wheel around which the tire is mounted. Its nominal width and nominal diameter are expressed in inches. The linkage symbol in the middle (* or -) indicates whether the rim is integral or not.






Polish:
Gross Black

Polish:
Matte Black

Polish:
Flash Silver Gun Metal

Polish:
Tanzannian sapphire blue

Polish:
Gross Bronze

Brush:
Candy Red Clear Coat

Brush:
Brown Clear Coat

Brush:
Blue Clear Coat

Brush:
Bronze Clear Coat

Brush:
Blue Black Clear Coat
Our Advantages

1. Large production capacity:12000 Pieces per Day
2. Very competitive prices: We are always aim to occupy more marketing under best reasonable pricing.
3. Strict Quality Control: Our QC operation is strictly conducted in ISO9001, to ensure the good quality items to our customers.
4. High product consistency:Large-scale automated production.
5. Company development: company develops steadily, has 30 years’history.
6. We can provide you with all types of wheels and accessories without any intermediary, which means lowest costs and competitive price in the market.
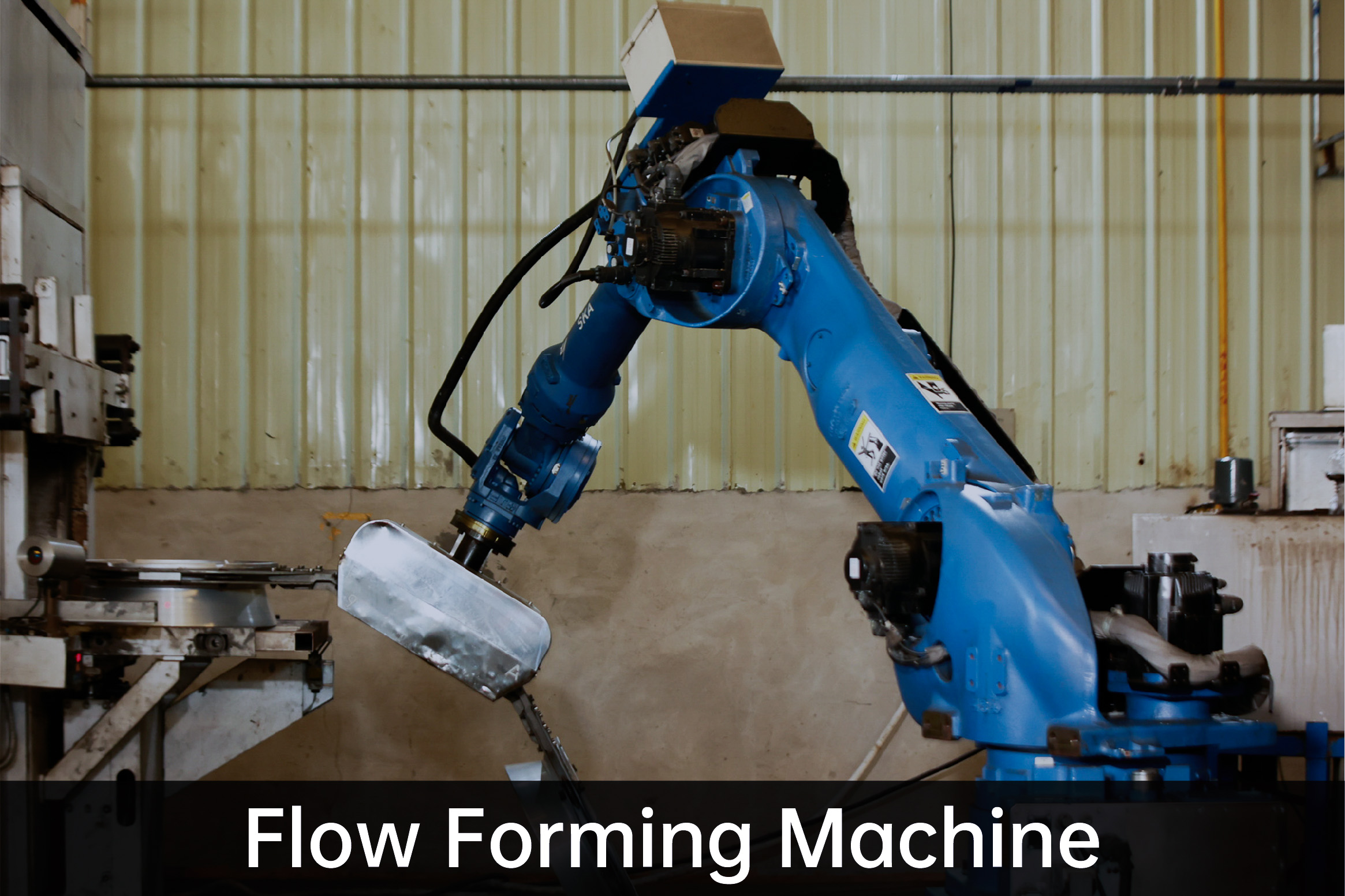
7. We not only have the traditional low-pressure casting technology, but also have the high strength and light weight manufacturing technology of "low-pressure casting + spinning". We always maintain various advanced technology advantages in aluminum alloy wheel manufacturing to meet customers' needs and lead the industry development.

8. The formula has perfect testing equipment, including material testing machine, hardness tester, solid aluminum alloy containing slag quantitative tester, X-ray diffractometer, bending fatigue tester, radial fatigue tester, biaxial fatigue tester, 13° impact tester, 30°/90° impact tester, salt spray test chamber, humidity and heat test chamber, etc., which can carry out the four major testing areas of wheels (dimensional testing, alloy material performance, reliability and safety, coating and We have formed a complete testing system from the incoming inspection of raw materials to the factory inspection of finished products, and our testing capabilities range from material and performance to dimensional and impact and fatigue testing, and then to the testing of the coating performance of finished wheels.
9. Our company has obtained a number of patents by virtue of its strong technical strength: Patent for a clean grinding table based on aluminum alloy wheels.
10. Our company has been focusing on quality, management and environmental protection, and has passed. ISO 9001:2015, IATF 16949, Germany KBA, Japan VIA association ce




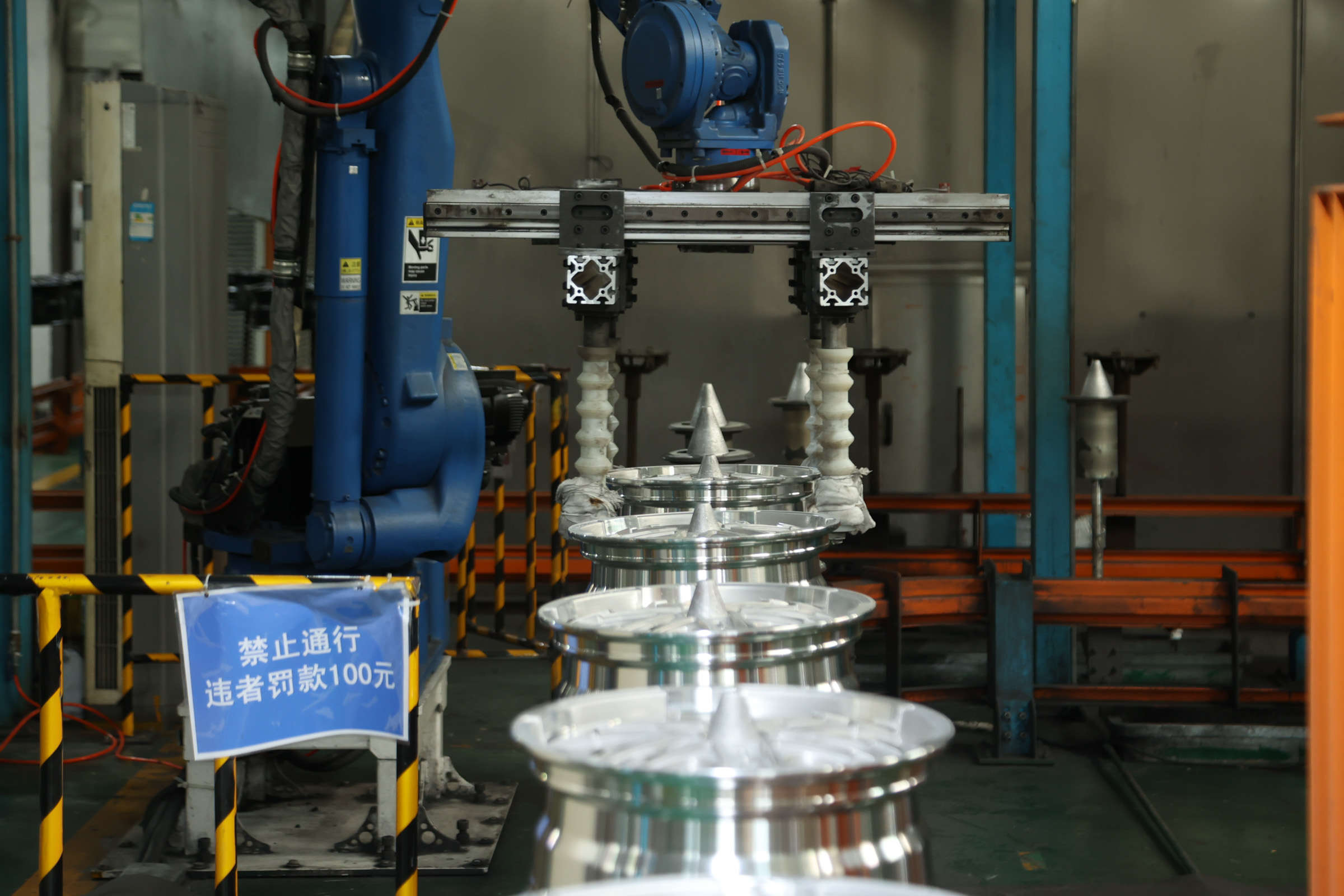
GuangChuan adopts the industry's advanced casting, spinning, machining, painting and inspection equipment, and at the same time, it is equipped with fully automated robot operation platform and testing equipment to fully meet the product requirements of major high-end customers.




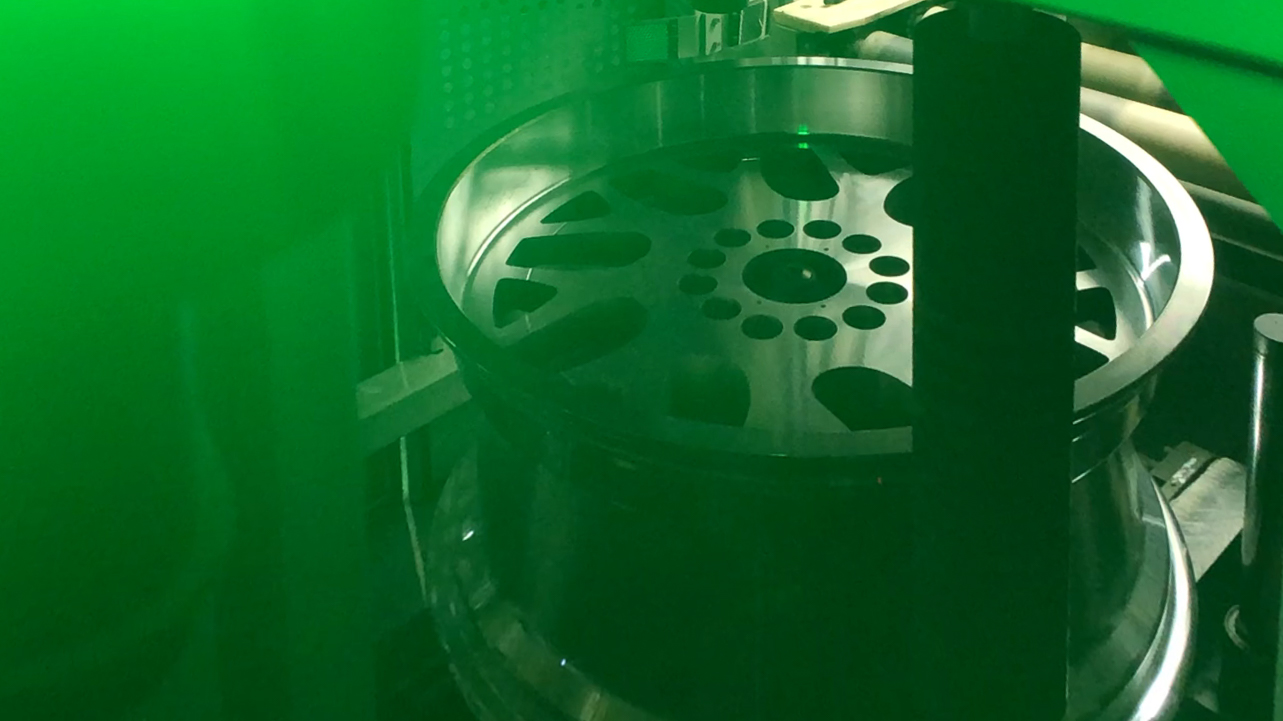
Full automatic wheel run out/dynamic balance testing line, suitable for wheel run out and dynamic balance detection.
Run out test: measure the size and phase of the inner and outer radial and axial run out of the wheel.
Dynamic balance test: measure the size and phase of unbalance on both sides.

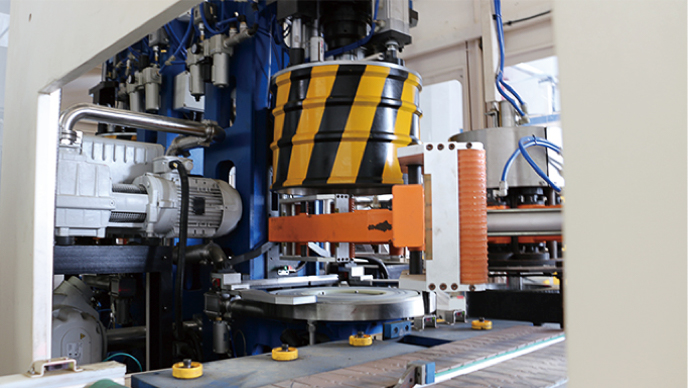
The lower the flat ratio of the tire, the higher the standard of impact resistance of the wheel. The lower the flat ratio, the greater the impact of the road towards the rim. In response to these changes, JWHEEL uses 30°and 13° impact tests to measure the wheel. (That is, radial impact test is to strike the barrel with a certain hammer weight ).
The 13° impact test mainly uses a heavy hammer to impact the part where the wheel edge connected with the tire at an Angle of 13°, so as to simulate the impact that the car may go through while running on the road, for example rocks or the edge of the road. There are two criteria to measure whether the wheel should be accepted : Spokes should not have penetrating cracks, and the tire should not be completely separated from the barrel within 30 seconds.

Salt spray test is a test that examines the corrosion resistance of the products or metal materials. It uses a salt spray test equipment that creates salt spray environment conditions to detect whether the coating of the wheel is stable, and will there be paint drop, electroplating fade, or cracking, etc.
Helium mass spectrometer is used to detect the leakage of the hub. Helium gas is used as the tracer gas. Different masses of gas will be separated according to the mass charge ratio in the mass spectrometry chamber of the mass spectrometer. Then the mass spectrogram of the tracer gas can be obtained, and the hub leakage rate can also be obtained safely, quantitatively and quickly.

Water tightness test - bubble leak detection method. Its detection principle is to close the inner and outer side of the aluminum alloy wheel with sealing disk through external force, and then immerse the wheel and sealing disk in water, as the aluminum alloy wheel is closed, a part of the gas is compressed, resulting in the increase of the pressure of the inner cavity of the wheel. If the wheel rim has a leak hole, the compressed gas will leak out from the leak hole and form bubbles in the water.

No matter what kind of manufacturing method is applied, we can not completely avoid the defects that may be created during the production process. JWHEEL company will find out any unqualified hubs by X-ray detection and then do the recasting. Only 100% good hubs will be moved into the next production process.
The wheel, as a high-speed moving and weight support part of a vehicle, has a vital relation with the safety performance of the whole vehicle and the safety of drivers and passengers. Therefore Jwheel attaches great importance to the hub quality.
There are a series of reasons that may cause casting wheel defects. Such as not strict enough raw material control, unreasonable production process, unreasonable mold structure design, etc. Casting defects includes bubbles, pores, inclusions and looseness, etc. As the internal defects cannot be identified by naked eyes, X-ray becomes a good way to detect the internal quality of the wheel.

Bending test is to determine the solidity of the rim and spoke by simulating the stress on the wheel when the vehicle is shaking. The whole wheel is subjected to a rotational bending force. The load of the wheel in the test varies from 500 kg to 720 kg depending on the wheel parameters, and the number of rotations is not less than 100,000 revolutions according to industry standards. For the appearance of any of the following three phenomena, the test will be determined failed. (1) the wheel can not continue to bear the load (2) New visible cracks appear in any part of the wheel (3) Before reaching the required number of cycles, the offset of the loading point has exceeded 10% of the initial loading.

The radial fatigue test simulates road conditions while driving. Install the hub to the tire to run for 500,000 or even 1,000,000 rotations on the test platform.




Contact Us
Leave A Message
Recommended

