Service ODM
Fournisseur de jantes en alliage personnalisées JWHEEL spécialisé dans la production de jantes en alliage AL depuis 20 ans.
Langue
Fournisseur de jantes en alliage personnalisées JWHEEL spécialisé dans la production de jantes en alliage AL depuis 20 ans.
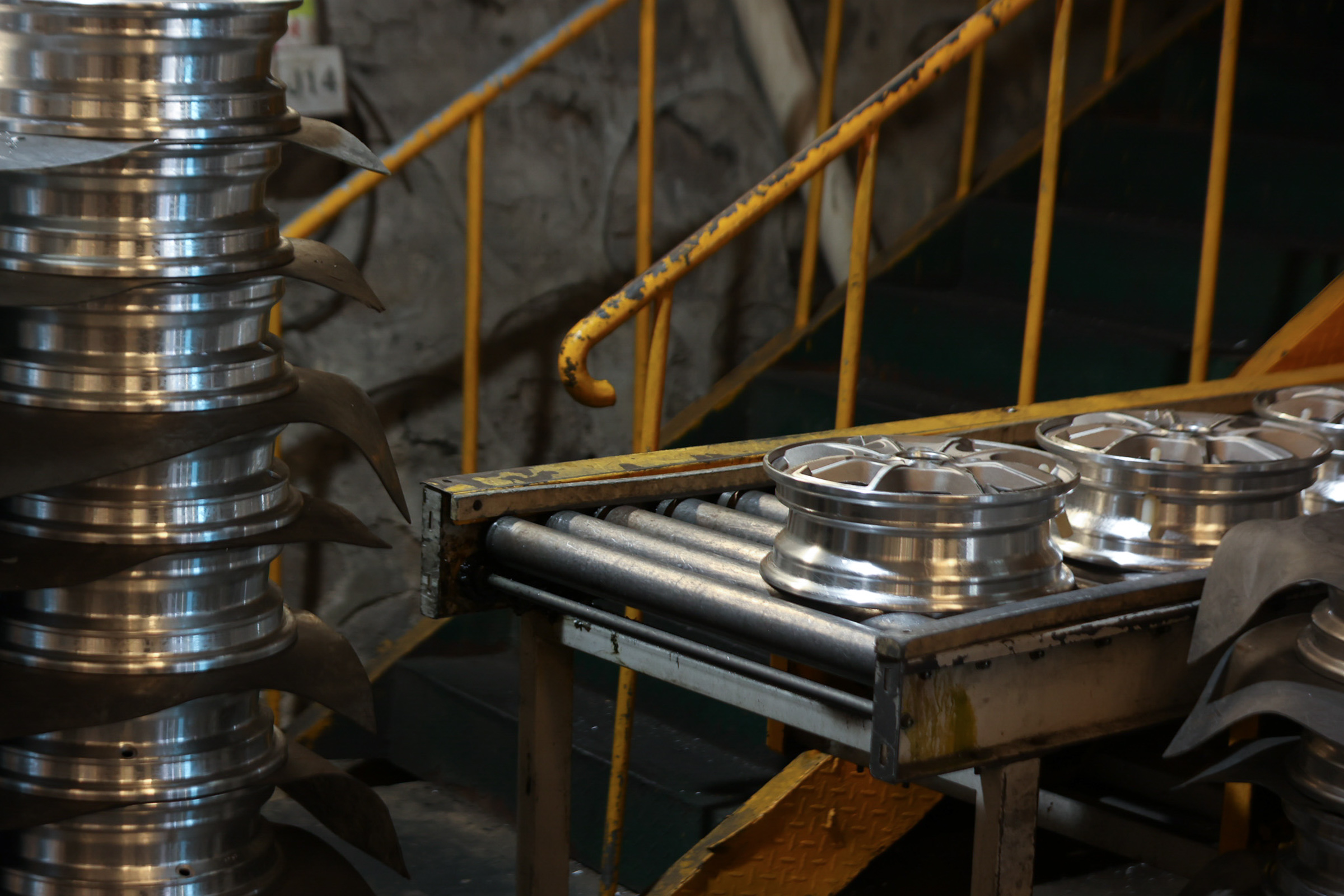
Ligne de production de revêtement de roue en aluminium automobile
1. Processus de prétraitement de la ligne de production de revêtement de roue en alliage d'aluminium automobile
Le processus de prétraitement est le processus de traitement du film de passivation pour les roues en alliage d'aluminium traitées dans le processus de revêtement. Selon la génération du film de traitement de passivation, il peut maintenir la jante de la pollution de l'environnement telle que le sol et les eaux usées dans la conduite automobile, empêcher la lixiviation causée par la pollution de l'environnement routier touchant le moyeu de roue en alliage d'aluminium pendant une longue période dans le conduite et améliore la durée de vie du moyeu de roue en alliage d'aluminium de la voiture. Lors de la mise en œuvre de la technologie de traitement du traitement de préparation des roues en alliage d'aluminium, le type général de machine et d'équipement d'auto-injection est sélectionné. En étudiant les informations antérieures et les applications pratiques, l'auteur a découvert que le prétraitement des roues automobiles en aluminium par un équipement de type pulvérisation peut garantir que les roues en alliage d'aluminium peuvent former un film de passivation complet plus largement que les autres équipements de prétraitement.
2, processus de meulage de la ligne de production de revêtement de roue en alliage d'aluminium automobile
À l'heure actuelle, l'équipement de meulage de roues en alliage d'aluminium automobile couramment utilisé comprend principalement une meuleuse d'angle, une meuleuse de surface, une meuleuse pneumatique, etc. Lors du meulage de roues automobiles, il est nécessaire de choisir l'équipement de meulage approprié pour le meulage en fonction de la situation réelle des roues. Pour la forme irrégulière des roues en aluminium et des équipements mécaniques avec des rainures de tuyau, la rectifieuse plane peut être utilisée pour résoudre le plan de meulage, la rectifieuse d'angle peut être utilisée pour résoudre les pièces avec de grandes rainures de tuyau et la tête pneumatique peut être utilisée comme équipement de traitement pour résoudre les petites rainures de tuyau. Après avoir effectué le traitement de ponçage, les déchets produits sont faciles à blesser l'opérateur, tandis que la gamme requise pour les équipements de ponçage est beaucoup plus large.
Portant les vêtements de protection appropriés, certaines entreprises doivent également installer des broyeurs spéciaux. Avant le meulage, les meules doivent être soigneusement inspectées, l'emplacement exact et le degré de meulage doivent être déterminés et un plan de construction approprié doit être établi pour le meulage. Une fois le meulage terminé, l'inspection secondaire et le traitement des roues en aluminium automobile sont nécessaires pour garantir la qualité de l'équipement poli, améliorer l'aspect esthétique et confirmer qu'il n'y a pas de rainures et de saillies avant le processus de peinture.
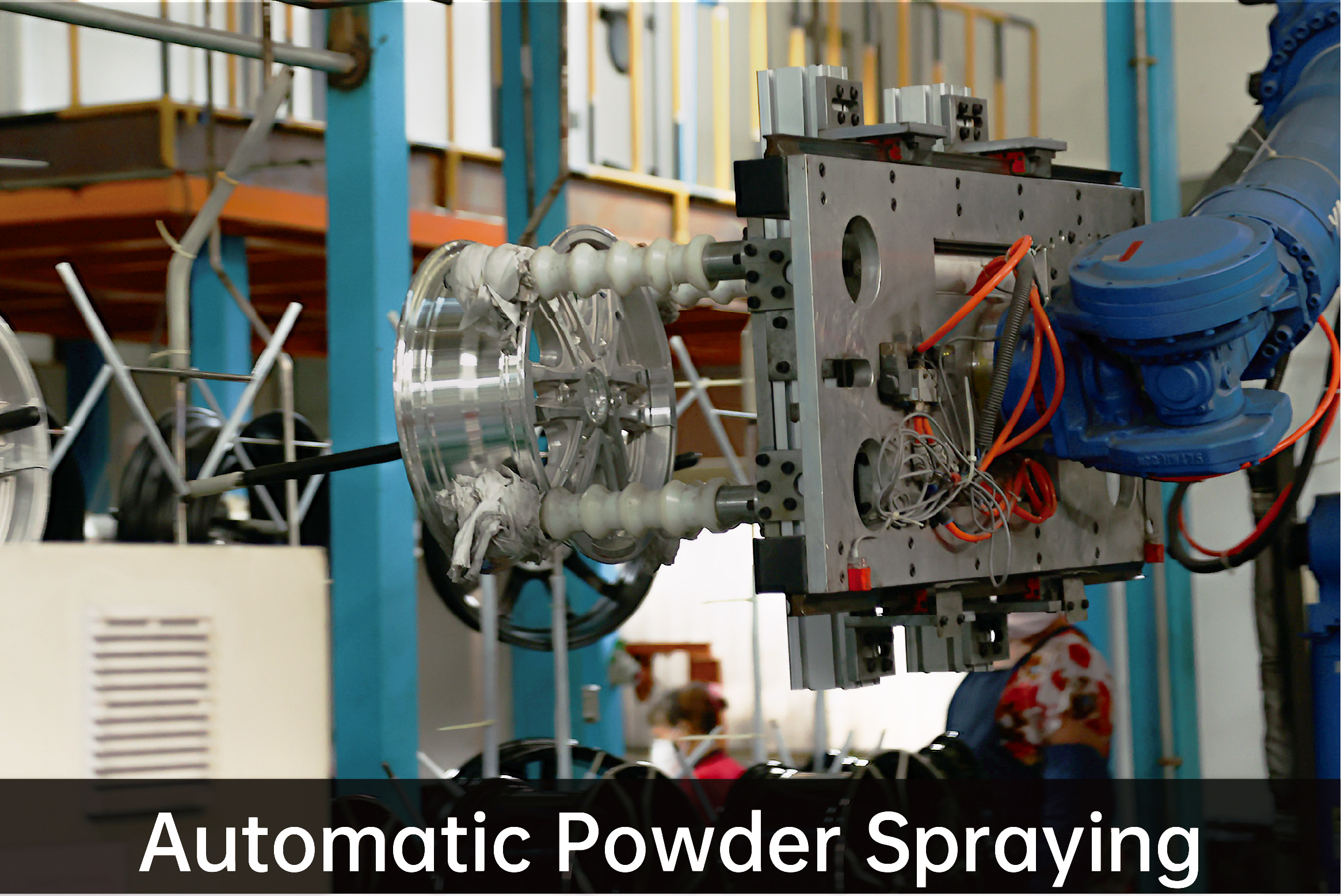
3, processus de pulvérisation de poudre de la ligne de revêtement de roue en alliage d'aluminium automobile
Après le processus de prétraitement et de meulage, il est nécessaire d'effectuer un traitement de revêtement en poudre sur les roues automobiles. Le processus formel initial du processus de revêtement de jantes en alliage d'aluminium est que, en effectuant une opération de revêtement en poudre sur les jantes en alliage d'aluminium automobile, il est possible de produire un couvercle plat en pulvérisant de la peinture sur les meules automobiles finies, et en même temps , l'épaisseur de la poudre de pulvérisation est généralement choisie pour être de 100 μm lors de la réalisation d'un traitement de revêtement en poudre, ce qui peut améliorer l'esthétique et la résistance à la corrosion des roues, répondre efficacement aux exigences actuelles des roues pour la conduite, améliorer le durée de vie des roues et réaliser la garantie de base de la sécurité de la vie du conducteur.
Après l'opération de revêtement en poudre des jantes en alliage d'aluminium, le revêtement en poudre peut examiner les défauts existant à la surface des roues et jeter une base solide pour la prochaine technologie de revêtement. À l'heure actuelle, les fabricants de pièces automobiles ont réalisé la production à la chaîne de la technologie de pulvérisation de poudre. La ligne de production spécifique comprend un système d'énergie thermique, un four de durcissement, un convoyeur à chaîne, un équipement de recyclage des déchets de production, un atelier de sablage à la poudre et un pistolet de sablage à la poudre. Grâce au traitement de sablage automatisé ci-dessus, peut réduire considérablement l'investissement dans les ressources humaines lors de l'opération de sablage, améliorer la sécurité du traitement de sablage.
4, processus de pulvérisation de la ligne de production de revêtement de roue en alliage d'aluminium automobile
La technologie de peinture est le dernier processus de la technologie de la ligne de production de revêtement de roue en aluminium automobile. En peignant les roues automobiles, cela peut non seulement améliorer l'aspect esthétique de la voiture, mais également renforcer davantage la capacité anti-corrosion et la capacité anti-pierre des roues automobiles. Il existe deux types de peintures et de vernis couramment utilisés pour réaliser le traitement de revêtement. L'environnement de fonctionnement des roues en aluminium n'est pas bon, et lorsque le processus de peinture est effectué, trois salles de peinture sont généralement réservées dans la ligne de traitement des roues afin que les roues automobiles puissent être correctement peintes et traitées.
Pendant ce temps, afin d'améliorer la qualité de la peinture des roues automobiles en aluminium après le traitement de peinture, la peinture acrylique est généralement choisie pour traiter les roues automobiles. En traitant la peinture de couleur ainsi que le vernis avec de la peinture de cuisson acrylique, il peut éliminer efficacement la situation de différence de couleur dans la peinture de la roue. Il existe deux principaux types de technologie de peinture : la peinture manuelle et la peinture automatique. La peinture manuelle nécessite un haut niveau de compétence de l'opérateur. Pour une opération de peinture manuelle, l'opérateur doit avoir une expérience de peinture suffisante pour s'assurer que la surface de la roue en alliage d'aluminium est uniformément peinte et a un aspect plat après le traitement de peinture.

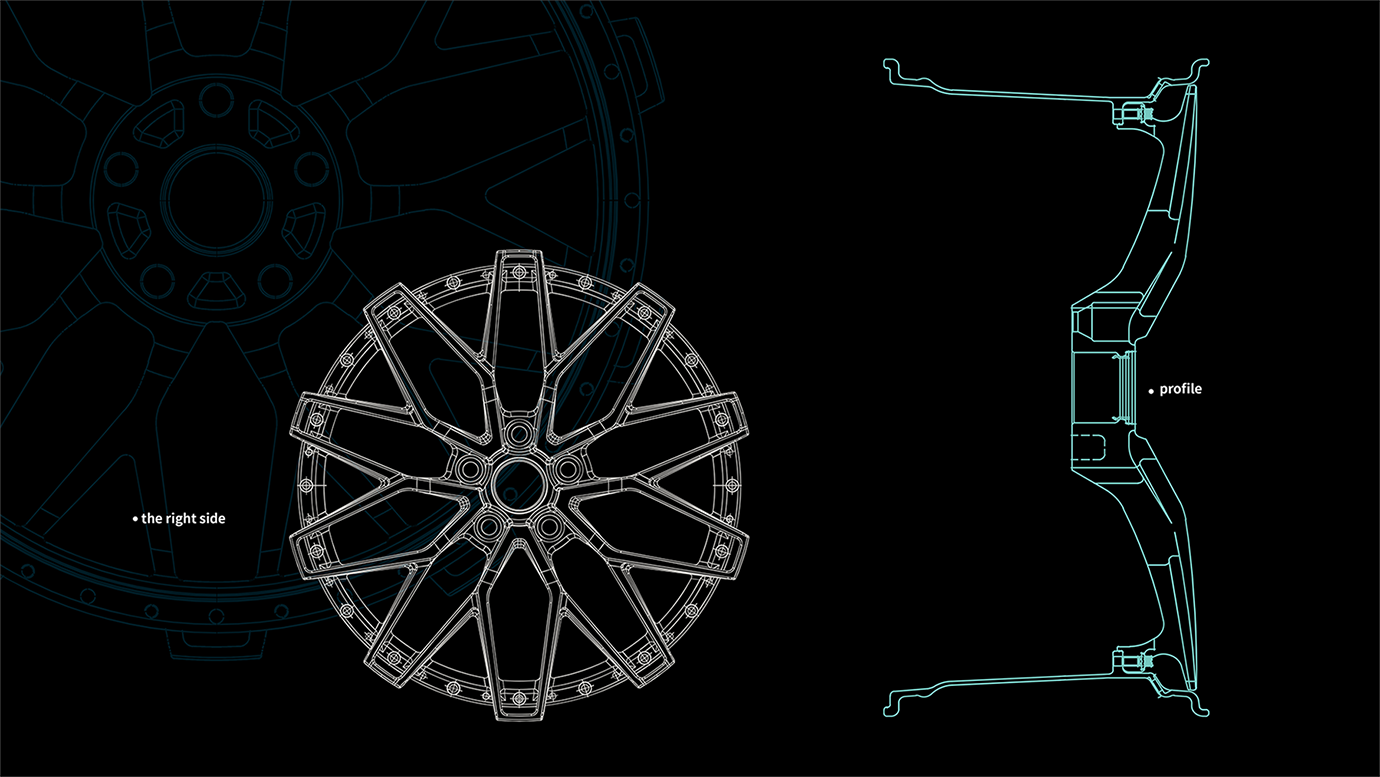
L'ET est la valeur de décalage, l'écart de la surface de montage de la roue par rapport à l'axe de la jante de la roue. Le décalage est défini comme la distance entre la surface de montage de la jante et le centre de la jante, avec un décalage positif vers l'extérieur et un décalage négatif vers l'intérieur de la jante.

PCD est le diamètre du centre primitif, qui est le diamètre de la circonférence du CERCLE centré sur la roue et entouré de plusieurs trous de vis, ainsi que le nombre de trous
Parlait est un dispositif pour protéger la jante et les rayons de la roue du véhicule, le diamètre de la plaque de recouvrement est proche du diamètre de la jante de roue, le centre de la plaque de recouvrement a un trou plus grand que l'axe de rotation de la roue, et il y a un trou dans la partie de la plaque de couverture près du bord, et le bord de la plaque de couverture a une plaque de roue en forme d'anneau, et la surface de la plaque de roue peut s'adapter étroitement à la surface de la jante de roue
La jante, communément appelée jante, est la partie de la roue autour de laquelle le pneu est monté. Sa largeur nominale et son diamètre nominal sont exprimés en pouces. Le symbole de liaison au milieu (* ou -) indique si la jante est intégrale ou non.






Polonais:
Noir brut

Polonais:
Noir mat

Polonais:
Flash Silver Gun Metal

Polonais:
Bleu saphir de Tanzanie

Polonais:
Bronze brut

Brosse:
Vernis rouge bonbon

Brosse:
Couche transparente brune

Brosse:
Couche transparente bleue

Brosse:
Couche transparente bronze

Brosse:
Couche transparente bleu noir
Nos avantages

1. Grande capacité de production : 12 000 pièces par jour
2. Prix très compétitifs : nous visons toujours à occuper plus de marketing au meilleur prix raisonnable.
3. Contrôle de qualité strict : Notre opération de QC est strictement conduite dans ISO9001, pour assurer les articles de bonne qualité à nos clients.
4. Cohérence élevée du produit:Production automatisée à grande échelle.
5. Développement de l'entreprise : l'entreprise se développe régulièrement, a 30 ans d'histoire.
6. Nous pouvons vous fournir tous les types de roues et d'accessoires sans aucun intermédiaire, ce qui signifie des coûts les plus bas et des prix compétitifs sur le marché.
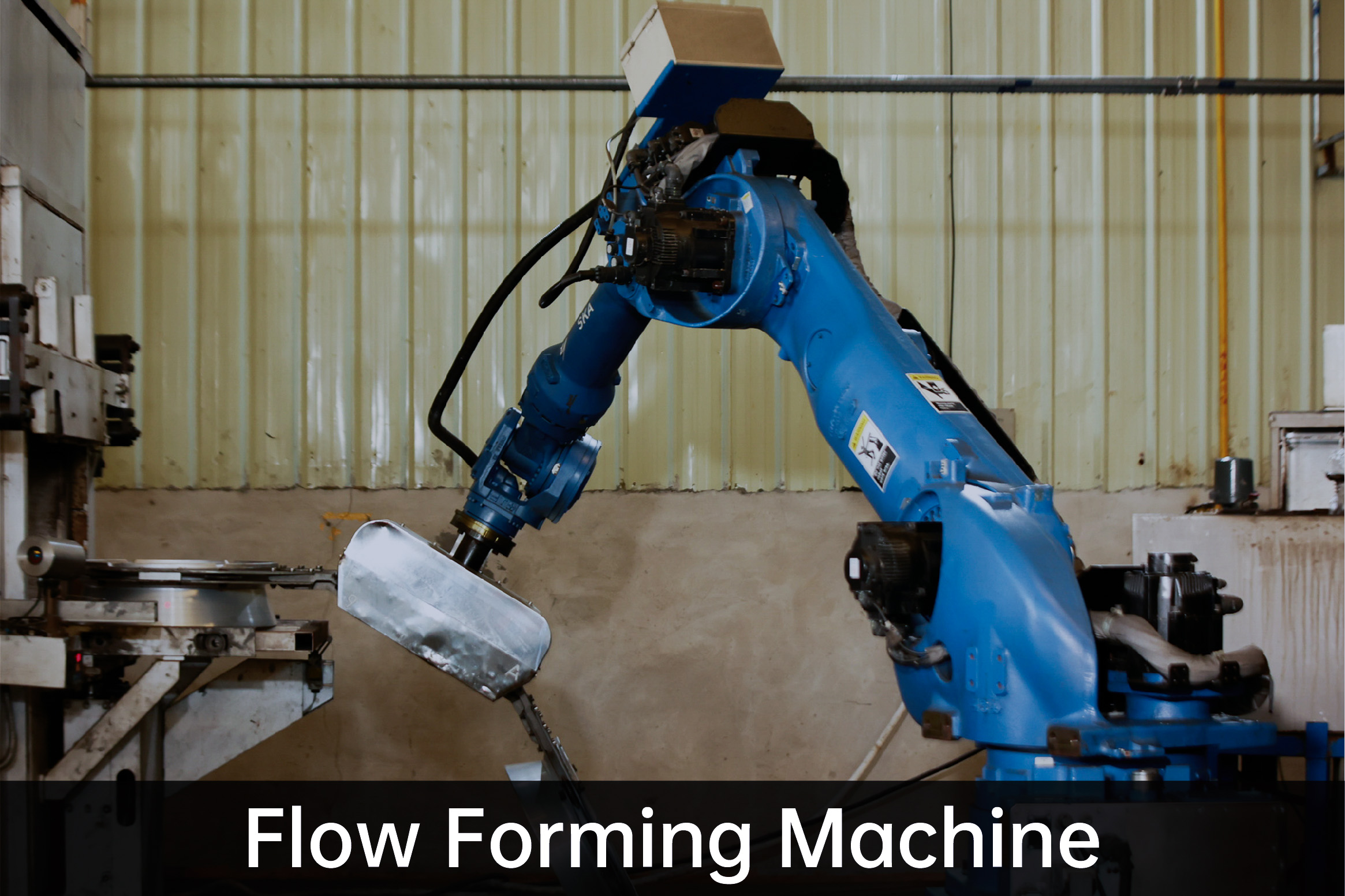
7. Nous avons non seulement la technologie traditionnelle de coulée à basse pression, mais également la technologie de fabrication à haute résistance et légère de "coulée à basse pression + filature". Nous maintenons toujours divers avantages technologiques avancés dans la fabrication de roues en alliage d'aluminium pour répondre aux besoins des clients et diriger le développement de l'industrie.

8. La formule a un équipement de test parfait, y compris une machine d'essai de matériaux, un testeur de dureté, un testeur quantitatif en alliage d'aluminium solide contenant des scories, un diffractomètre à rayons X, un testeur de fatigue en flexion, un testeur de fatigue radiale, un testeur de fatigue biaxiale, un testeur d'impact 13°, 30°/ Testeur d'impact à 90 °, chambre d'essai au brouillard salin, chambre d'essai d'humidité et de chaleur, etc., qui peut effectuer les quatre principaux domaines d'essai des roues (essais dimensionnels, performances des matériaux en alliage, fiabilité et sécurité, revêtement et Nous avons formé un essai complet système de l'inspection entrante des matières premières à l'inspection en usine des produits finis, et nos capacités de test vont des matériaux et des performances aux tests dimensionnels, d'impact et de fatigue, puis aux tests de performance du revêtement des roues finies.
9. Notre société a obtenu de nombreux brevets grâce à sa forte force technique : Brevet pour une table de meulage propre à base de meules en alliage d'aluminium.
10. Notre société s'est concentrée sur la qualité, la gestion et la protection de l'environnement, et a réussi. ISO 9001:2015, IATF 16949, Allemagne KBA, Japon VIA association ce




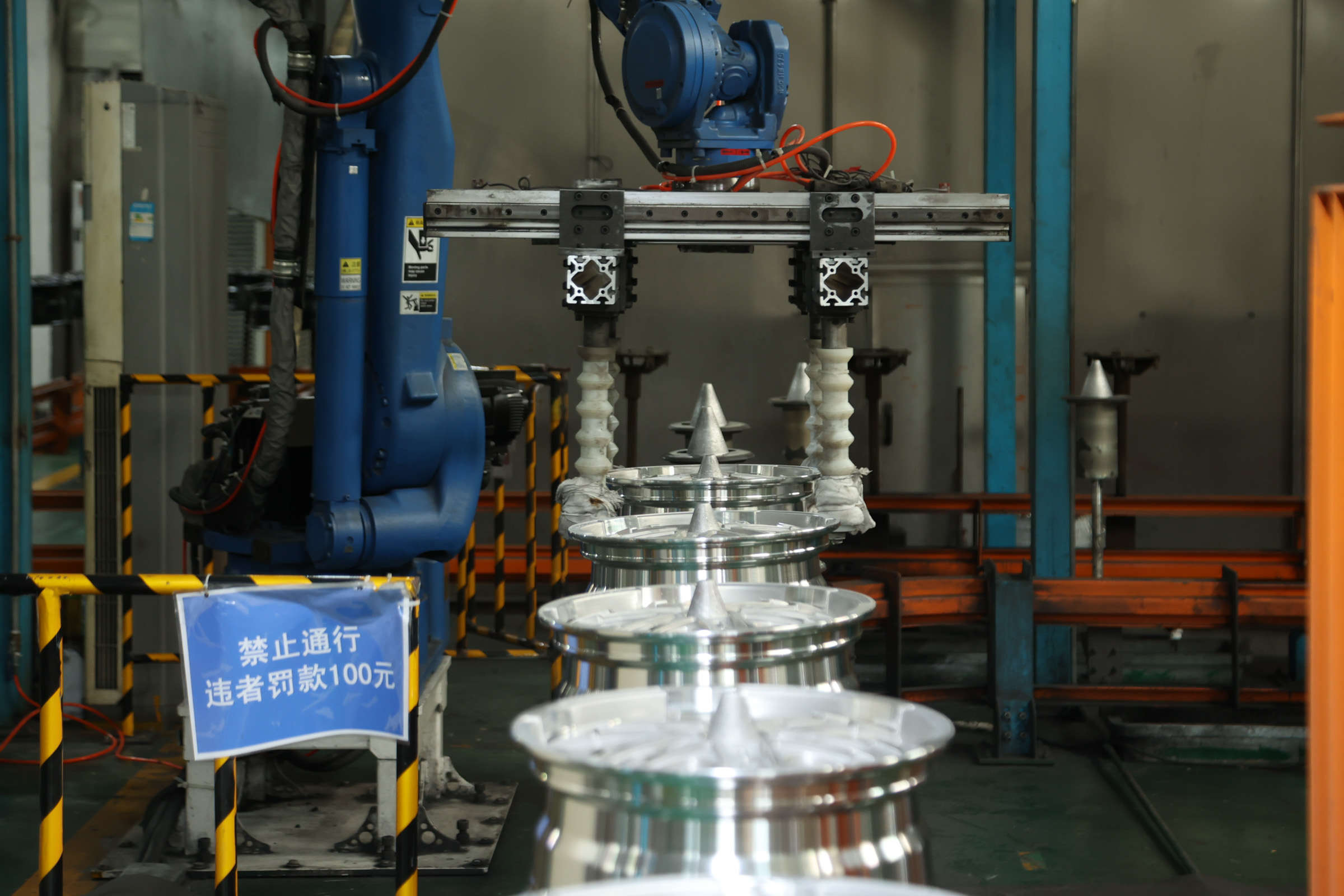
GuangChuan adopte les équipements avancés de coulée, de filage, d'usinage, de peinture et d'inspection de l'industrie, et en même temps, il est équipé d'une plate-forme d'opération de robot entièrement automatisée et d'un équipement de test pour répondre pleinement aux exigences des principaux clients haut de gamme.




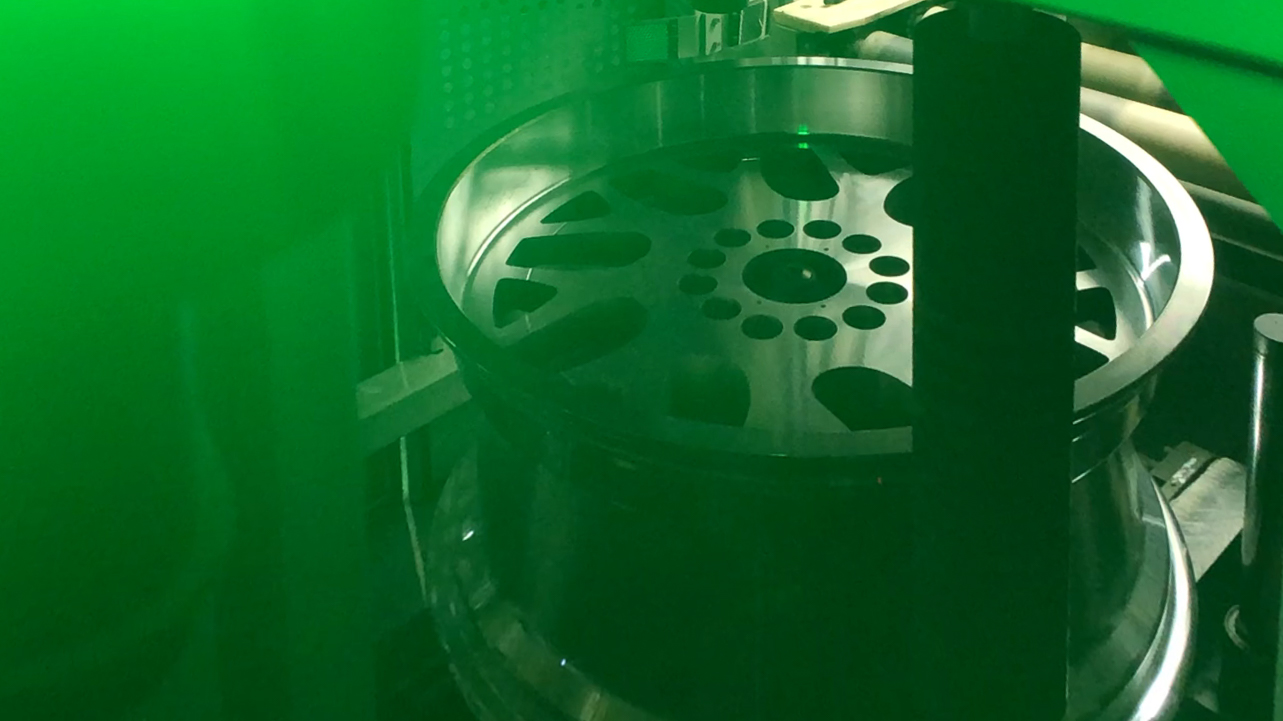
Ligne de test entièrement automatique d'épuisement de roue/d'équilibre dynamique, adaptée à la détection d'épuisement de roue et d'équilibre dynamique.
Essai de faux-rond : mesurez la taille et la phase du faux-rond radial et axial intérieur et extérieur de la roue.
Test d'équilibre dynamique : mesurez la taille et la phase du déséquilibre des deux côtés.

Plus le taux de crevaison du pneu est faible, plus le niveau de résistance aux chocs de la roue est élevé. Plus le rapport à plat est faible, plus l'impact de la route vers la jante est important. En réponse à ces changements, JWHEEL utilise des tests d'impact à 30° et 13° pour mesurer la roue. (C'est-à-dire que le test d'impact radial consiste à frapper le canon avec un certain poids de marteau ).
Le test d'impact à 13° utilise principalement un marteau lourd pour impacter la partie où le bord de la roue est connecté au pneu à un angle de 13°, afin de simuler l'impact que la voiture peut subir en roulant sur la route, par exemple des rochers ou le bord de la route. Il y a deux critères pour mesurer si la roue doit être acceptée : les rayons ne doivent pas avoir de fissures pénétrantes, et le pneu ne doit pas être complètement séparé du canon dans les 30 secondes.

Le test au brouillard salin est un test qui examine la résistance à la corrosion des produits ou des matériaux métalliques. Il utilise un équipement de test de brouillard salin qui crée des conditions d'environnement de brouillard salin pour détecter si le revêtement de la roue est stable et y aura-t-il une goutte de peinture, fondu de galvanoplastie, ou fissuration, etc.
Un spectromètre de masse à l'hélium est utilisé pour détecter la fuite du moyeu. Le gaz hélium est utilisé comme gaz traceur. Différentes masses de gaz seront séparées en fonction du rapport de charge massique dans la chambre de spectrométrie de masse du spectromètre de masse. Ensuite, le spectrogramme de masse du gaz traceur peut être obtenu, et le taux de fuite du moyeu peut également être obtenu en toute sécurité, quantitativement et rapidement.

Test d'étanchéité à l'eau - méthode de détection des fuites de bulles. Son principe de détection est de fermer le côté intérieur et extérieur de la roue en alliage d'aluminium avec un disque d'étanchéité par une force externe, puis d'immerger la roue et le disque d'étanchéité dans l'eau, lorsque la roue en alliage d'aluminium est fermée, une partie du gaz est comprimé, entraînant l'augmentation de la pression de la cavité interne de la roue. Si la jante de la roue a un trou de fuite, le gaz comprimé s'échappera du trou de fuite et formera des bulles dans l'eau.

Peu importe le type de méthode de fabrication appliquée, nous ne pouvons pas complètement éviter les défauts qui peuvent être créés au cours du processus de production. La société JWHEEL découvrira tous les moyeux non qualifiés par détection aux rayons X, puis procédera à la refonte. Seuls les hubs 100% bons seront transférés dans le prochain processus de production.
La roue, en tant qu'élément de déplacement à grande vitesse et de support de poids d'un véhicule, a une relation vitale avec les performances de sécurité de l'ensemble du véhicule et la sécurité des conducteurs et des passagers. C'est pourquoi Jwheel attache une grande importance à la qualité du moyeu.
Il existe une série de raisons qui peuvent causer des défauts de roue de coulée. Comme un contrôle des matières premières pas assez strict, un processus de production déraisonnable, une conception de structure de moule déraisonnable, etc. Les défauts de coulée comprennent les bulles, les pores, les inclusions et le relâchement, etc. Comme les défauts internes ne peuvent pas être identifiés à l'œil nu, les rayons X deviennent un bon moyen de détecter la qualité interne de la roue.

Le test de flexion consiste à déterminer la solidité de la jante et du rayon en simulant la contrainte exercée sur la roue lorsque le véhicule tremble. L'ensemble de la roue est soumis à un effort de flexion en rotation. La charge de la roue dans le test varie de 500 kg à 720 kg selon les paramètres de la roue, et le nombre de rotations n'est pas inférieur à 100 000 tours selon les normes de l'industrie. Pour l'apparition de l'un des trois phénomènes suivants, le test sera considéré comme échoué. (1) la roue ne peut pas continuer à supporter la charge (2) De nouvelles fissures visibles apparaissent dans n'importe quelle partie de la roue (3) Avant d'atteindre le nombre de cycles requis, le décalage du point de chargement a dépassé 10 % du chargement initial.

Le test de fatigue radiale simule les conditions de la route pendant la conduite. Installez le moyeu sur le pneu pour effectuer 500 000 ou même 1 000 000 de rotations sur la plate-forme d'essai.




Nous contacter
Laisser un message
Recommandé

