JWHEEL 定制合金轮毂供应商,专业生产铝合金轮毂 20 年。
语言
JWHEEL 定制合金轮毂供应商,专业生产铝合金轮毂 20 年。
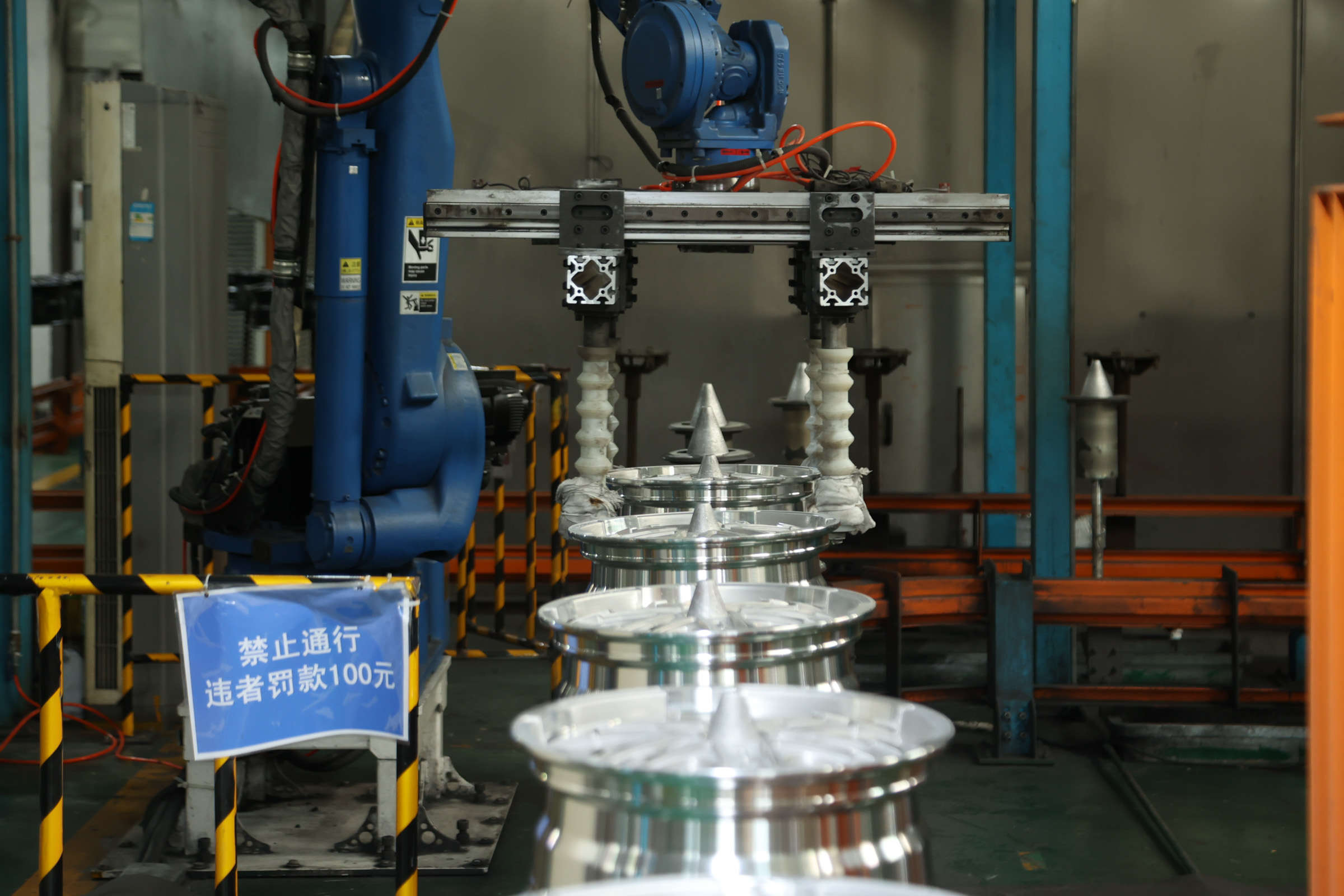
汽车铝轮毂涂装生产线
一、汽车铝合金轮毂涂装生产线前处理工艺
前处理工序是在涂装工序中对经过处理的铝合金轮毂进行钝化膜处理的工序。根据钝化处理膜的生成,可以保护轮辋免受汽车行驶中土壤、废水等环境污染,防止道路环境污染长期接触铝合金轮毂造成的浸出。驾驶,提高汽车铝合金轮毂的使用寿命。在进行铝合金轮毂预处理的加工工艺时,选用一般的自喷式机器设备。笔者通过研究以往资料和实际应用发现,采用喷涂式设备对汽车铝轮毂进行预处理,相比其他预处理设备,能够保证铝合金轮毂更广泛地形成全面的钝化膜。
2、汽车铝合金轮毂涂装生产线磨削工艺
目前常用的汽车铝合金轮毂打磨设备主要有角磨机、平面磨床、气动打磨机等,在打磨汽车轮毂时,需要根据轮毂的实际情况选择合适的打磨设备进行打磨。对于形状不规则的铝轮和带管槽的机械设备,可采用平面磨床解决磨削方案,采用角磨机解决管槽较大的零件,可采用气动头作为解决细小管道沟槽的加工设备。进行砂光处理后,产生的废物容易使操作者受伤,而砂光设备要求的范围更广。
穿着合适的防护服,也有企业需要设置专门的打磨机。打磨前,必须彻底检查砂轮,确定打磨的准确位置和程度,并制定适当的打磨施工方案。打磨完成后,还需要对汽车铝轮毂进行二次检测和加工,以确保打磨设备的质量,提高外观的美观性,并在喷漆工序前确认没有凹槽和凸起。
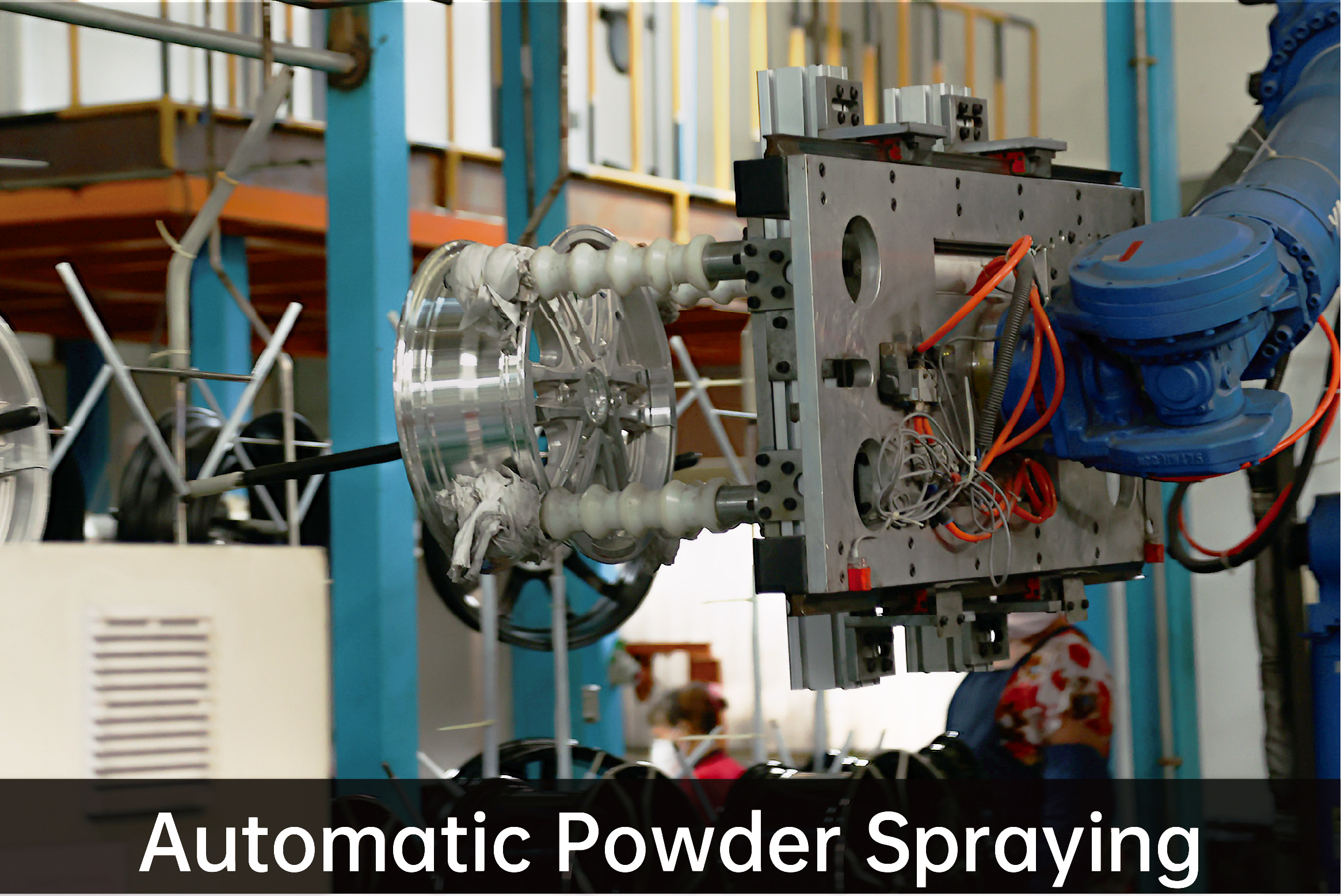
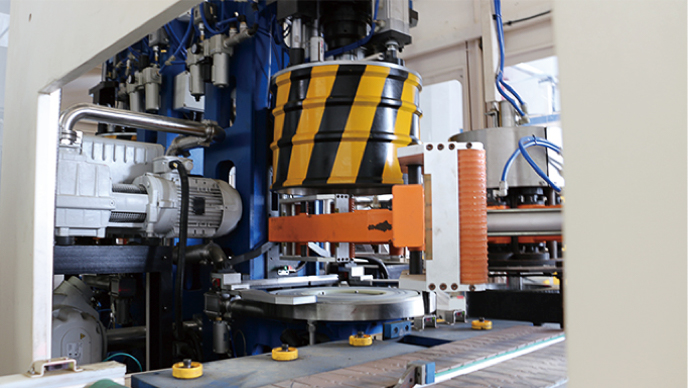
3、汽车铝合金轮毂涂装线喷粉工艺
经过前处理和打磨工序后,还需要对汽车车轮进行喷粉处理。铝合金轮毂涂装工艺最初的正式工艺是,通过对汽车用铝合金轮毂进行粉末喷涂操作,在打磨完成的汽车轮毂上进行喷漆生产平盖,同时,在进行粉末喷涂处理时,喷涂粉末的厚度通常选择为100μm,可以提高车轮的美观性和耐腐蚀性能,有效满足目前车轮对行驶的要求,提高车轮寿命,实现驾驶员生命安全的基本保障。
铝合金轮毂喷粉作业后,喷粉可以复查轮毂表面存在的缺陷,为下一步的涂装工艺打下坚实的基础。目前,汽车零部件制造商已经实现了粉末喷涂技术的流水线生产。具体生产线包括热能系统、固化炉、链式输送机、生产废料回收设备、喷粉车间和喷粉枪。通过以上自动化喷砂加工,可以显着降低喷砂作业时的人力资源投入,提高喷砂加工的安全性。
4、汽车铝合金轮毂涂装生产线喷涂工艺
涂装工艺是汽车铝轮毂涂装生产线技术的最后一道工序。通过对汽车轮毂进行喷漆,不仅可以提高汽车的外观美感,还可以进一步加强汽车轮毂的防腐能力和抗石击能力。有两种油漆和清漆通常用于进行涂层处理。铝轮毂的作业环境不好,在进行喷漆工序时,通常在轮毂处理线预留三个喷漆间,以便对汽车轮毂进行充分的喷漆处理。
同时,为了提高汽车铝轮毂喷漆处理后的涂装质量,通常会选择丙烯喷漆对汽车轮毂进行处理。通过用丙烯酸烤漆处理色漆和清漆,可以有效消除轮毂涂装出现色差的情况。涂装技术主要有两种:手工涂装和自动涂装。手工喷漆需要高水平的操作员技能。手工喷漆操作,操作者应有足够的喷漆经验,以保证铝合金轮毂表面喷漆均匀,喷漆处理后外观平整。

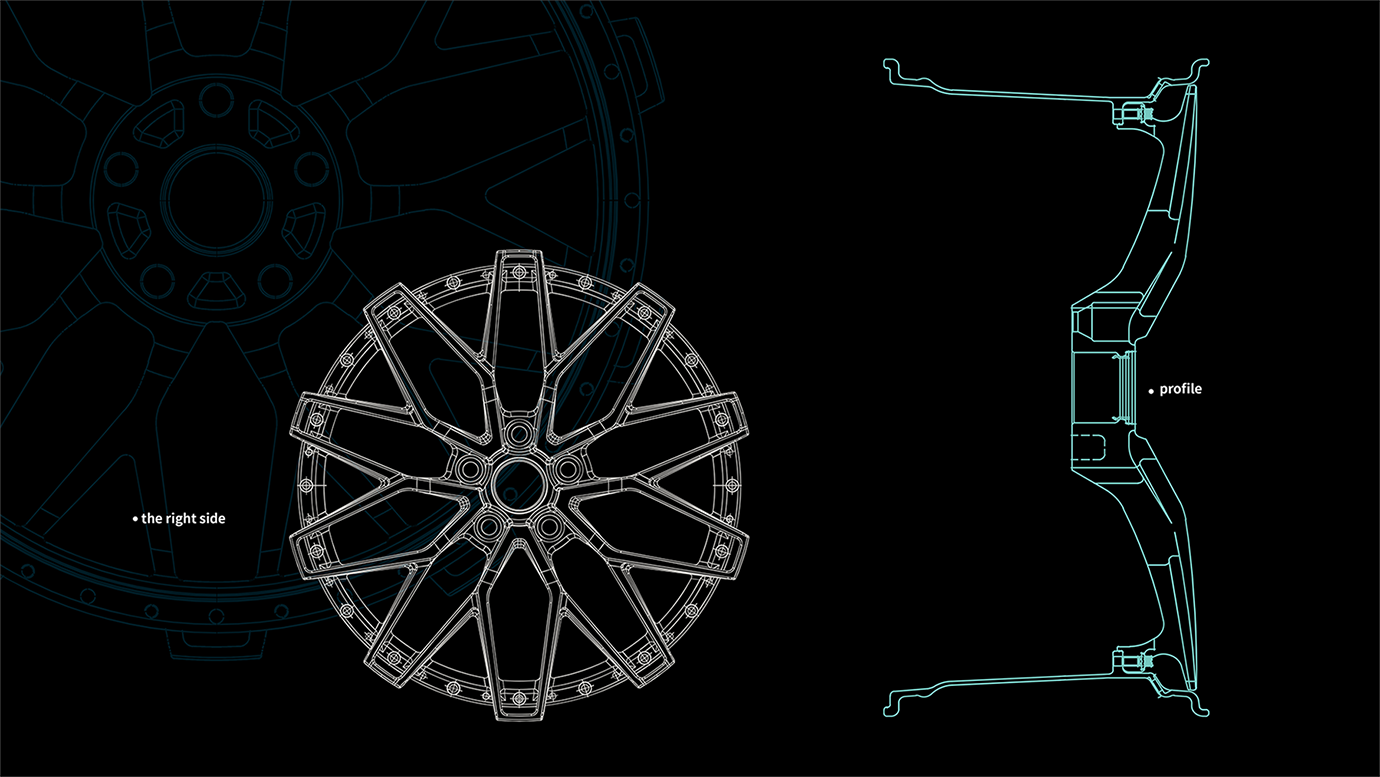
外星人 value 是Off-set 值,即车轮安装面与轮辋中心线的偏差。偏移量定义为轮圈安装面与轮圈中心之间的距离,正偏移量指轮圈向外的方向,负偏移量指轮圈向内的方向。

聚碳酸酯 是节圆中心直径,即以轮为中心并由多个螺丝孔包围的圆的圆周直径,以及孔的数量
辐 是一种保护车辆车轮的轮辋和辐条的装置,盖板的直径尺寸与轮辋的直径尺寸接近,盖板的中心有一个大于车轮旋转轴线的孔,盖板靠近边缘的部分有一个孔,盖板的边缘有一个环形的轮板,轮板的表面可以与轮辋的表面紧密贴合。
边缘俗称轮辋,是车轮上安装轮胎的部分。其公称宽度和公称直径均以英寸表示。中间的联动符号(*或-)表示轮辋是否是一体式的。






抛光:
粗黑

抛光:
哑光黑

抛光:
闪银枪金属

抛光:
坦桑尼亚宝石蓝

抛光:
总铜奖

刷子:
糖果红透明外套

刷子:
棕色透明外套

刷子:
蓝色透明涂层

刷子:
青铜色透明涂层

刷子:
蓝黑色透明涂层
我们的优势

1. 产能大:每天12000件
2. 极具竞争力的价格:我们始终致力于以最合理的价格占领更多的市场。
3. 严格的质量控制:我们的质量控制严格按照ISO9001进行,以确保为客户提供优质的产品。
4. 产品一致性高:大规模自动化生产。
5. 公司发展:公司稳步发展,已有30年的历史。
6. 我们可以为您提供所有类型的车轮和配件,无需任何中介,这意味着市场上最低的成本和有竞争力的价格。
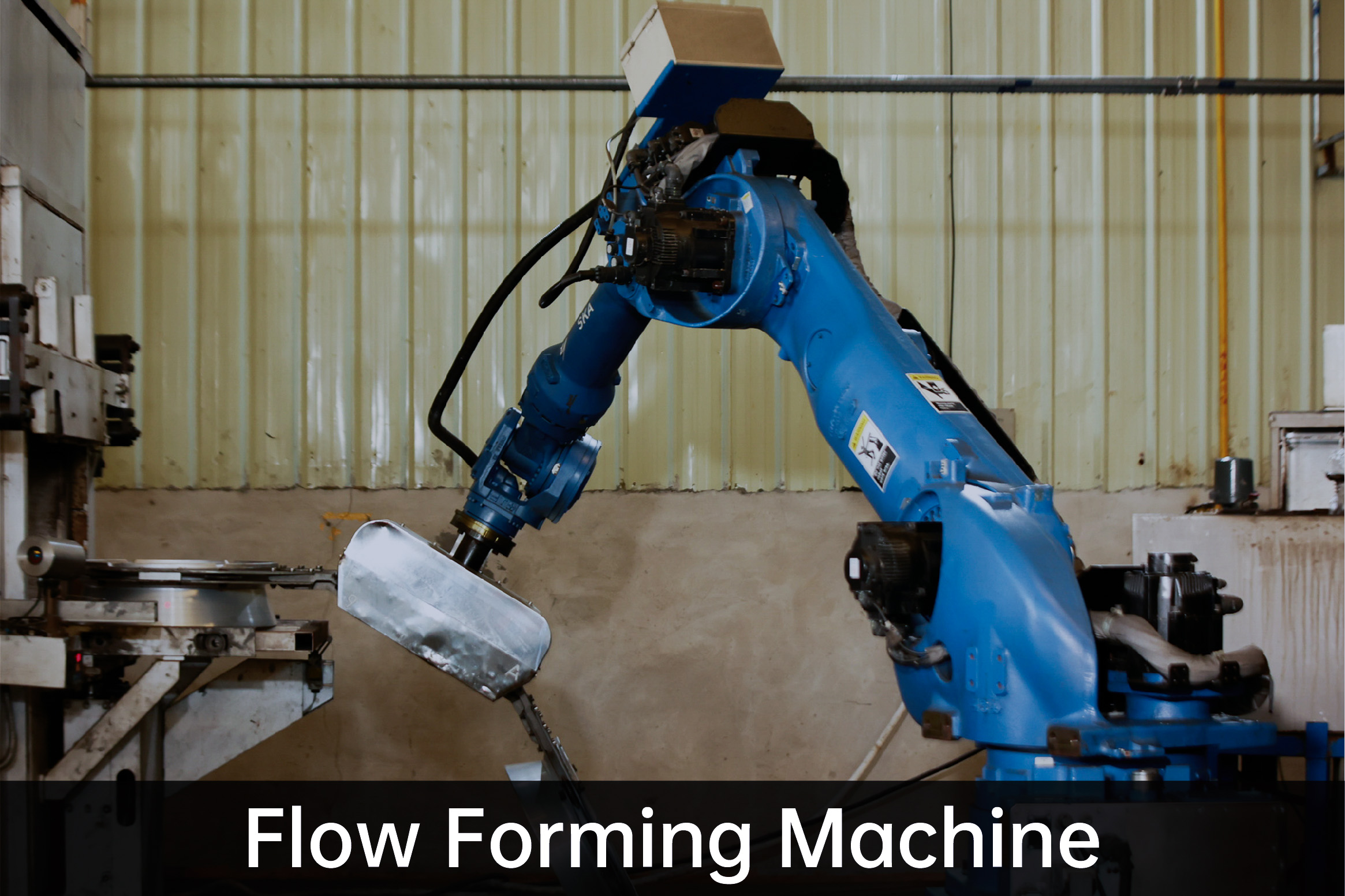
7. 我们不仅拥有传统的低压铸造技术,还拥有“低压铸造+旋压”的高强度轻量化制造技术。我们始终保持铝合金轮毂制造方面的各项先进技术优势,满足客户需求,引领行业发展。

8、配方拥有完善的检测设备,包括材料试验机、硬度计、固体铝合金含渣定量测定仪、X射线衍射仪、弯曲疲劳试验机、径向疲劳试验机、双轴疲劳试验机、13°冲击试验机、30°/ 90°冲击试验机、盐雾试验箱、湿热试验箱等,可开展车轮四大检测领域(尺寸检测、合金材料性能、可靠性与安全性、镀层检测)从原材料进厂检验到成品出厂检验,我们的测试能力涵盖从材料和性能到尺寸和冲击和疲劳测试,再到成品轮毂涂层性能的测试。
9、我公司凭借雄厚的技术实力,获得多项专利:一种基于铝合金砂轮的洁净研磨台专利。
10、我公司一直注重质量、管理和环保,并已通过。 ISO 9001:2015、IATF 16949、德国KBA、日本VIA协会CE




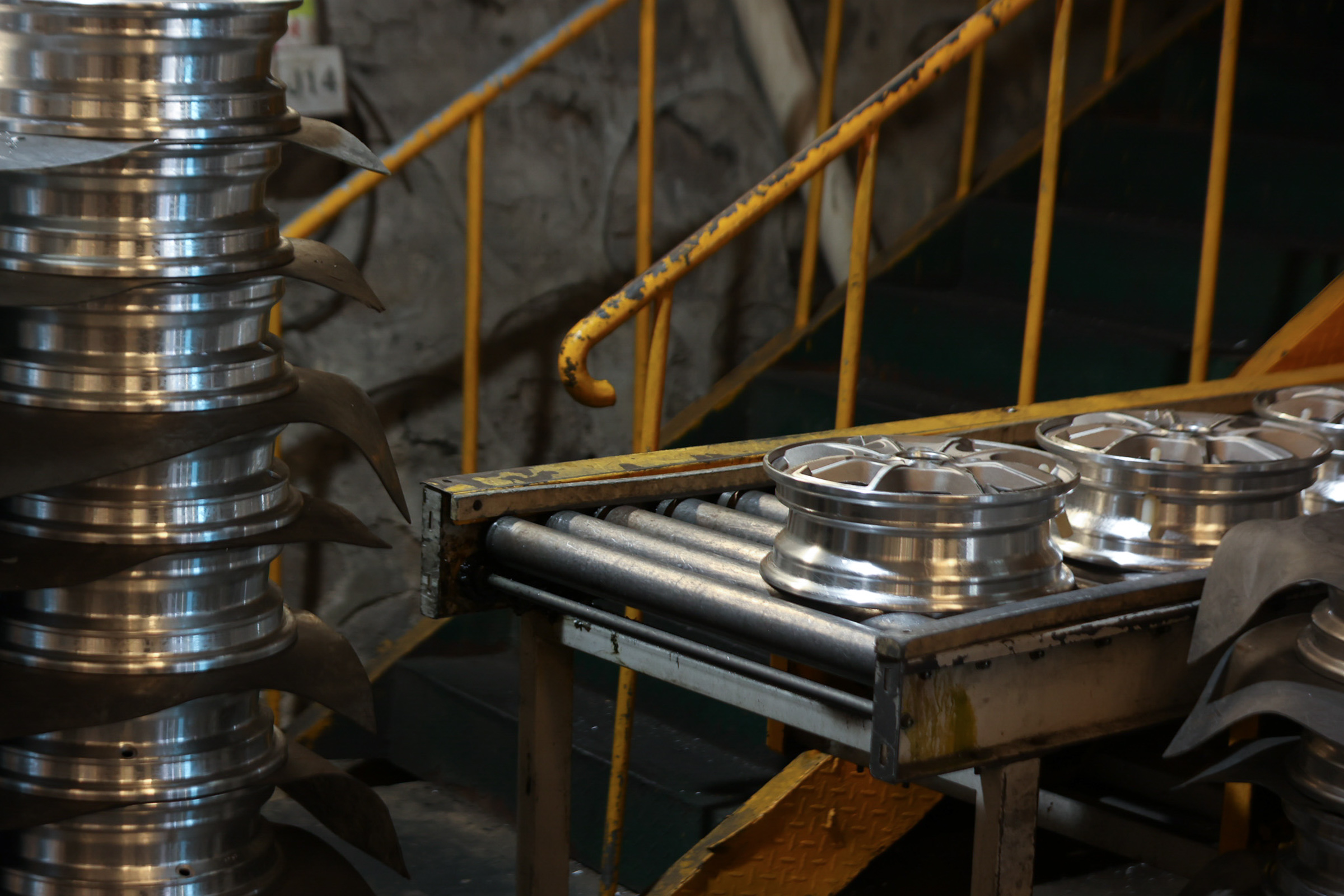
广川采用行业先进的铸造、旋压、机械加工、涂装和检测设备,同时配备全自动化机器人操作平台和检测设备,充分满足各大高端客户的产品需求。




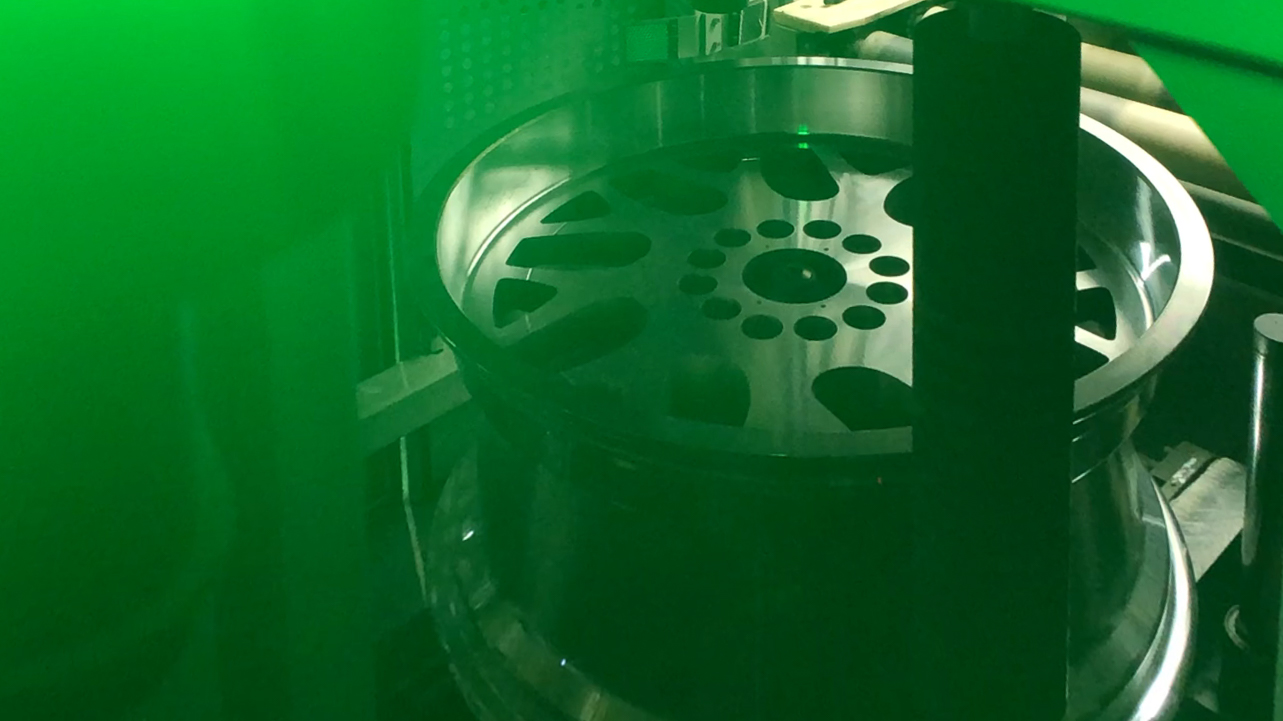
全自动车轮跳动/动平衡检测线,适用于车轮跳动和动平衡检测。
跳动测试:测量车轮内、外径向和轴向跳动的大小和相位。
动平衡测试:测量两侧不平衡的大小和相位。

轮胎的扁平率越低,车轮的抗冲击标准就越高。扁平比越低,路面对轮圈的冲击力就越大。针对这些变化,JWHEEL采用30°和13°冲击测试来测量车轮。 (即径向冲击试验是用一定的锤子重量撞击筒体 )。
13°冲击试验主要是用重锤以13°的角度冲击轮边与轮胎连接的部分,以模拟汽车在路面行驶时可能受到的冲击,例如岩石等。或路边。衡量车轮是否合格有两个标准:辐条不应有穿透性裂纹,轮胎在30秒内不应与筒体完全分离。

盐雾试验是检验产品或金属材料耐腐蚀性能的试验。它采用盐雾试验设备,创造盐雾环境条件来检测轮毂涂层是否稳定,是否会出现掉漆、 电镀褪色、开裂等。
采用氦质谱仪检测轮毂的泄漏情况。使用氦气作为示踪气体。不同质量的气体在质谱仪的质谱室中根据质荷比进行分离。即可获得示踪气体的质谱图,也能安全、定量、快速地获得轮毂泄漏率。

水密性测试 - 气泡检漏法。其检测原理是通过外力将铝合金轮毂的内侧和外侧用密封盘封闭,然后将轮毂和密封盘浸入水中,随着铝合金轮毂封闭,一部分气体被压缩,导致车轮内腔压力增大。如果轮圈有漏气孔,压缩气体就会从漏气孔漏出,在水中形成气泡。

无论采用何种制造方法,我们都无法完全避免生产过程中可能产生的缺陷。 JWHEEL公司将通过X射线检测找出不合格的轮毂,然后进行重铸。只有100%好的轮毂才会被转移到下一个生产工序。
车轮作为车辆的高速运动和重量支撑部件,对于整车的安全性能和驾乘人员的安全有着至关重要的关系。 因此Jwheel非常重视轮毂的质量。
造成铸轮缺陷的原因有一系列。如原材料控制不够严格、生产工艺不合理、模具结构设计不合理等。铸造缺陷包括气泡、气孔、夹杂物和疏松等。 由于肉眼无法识别内部缺陷,X射线成为检测车轮内部质量的好方法。

弯曲试验是通过模拟车辆晃动时车轮所受的应力来确定轮辋和辐条的坚固性。整个轮子受到旋转弯曲力。测试中车轮的负载根据车轮参数的不同,从500公斤到720公斤不等,根据行业标准,转数不低于10万转。 出现下列三种现象之一者,判定试验不合格。 (1) 车轮不能继续承受载荷 (2) 车轮的任何部分出现新的可见裂纹 (3) 在达到要求的循环次数之前,加载点的偏移量已超过初始加载的10%。

径向疲劳测试模拟驾驶时的路况。 将轮毂安装到轮胎上,在测试平台上运行50万甚至100万转。




Contact Us
Leave A Message
Recommended

